

学无止境-工艺基准的选择实例,多年工作经验精华
工艺设计是产品设计与加工制造过程相连接的纽带。成功的产品开发离不开工艺的设计,特别是对于普通机加设备而言,工艺设计的合理与否直接关系到产品的质量及生产的成本。而工艺基准是工艺设计上一个最为关健重要因素。本文主要是应用一些工艺基准的选择实例,结合在工厂多年从事机加工艺工作的经验来说明工艺基准选择的思路,供广大技术人员参考。工艺基准是指在加工和装配过程中所采用的基准,它包括: 工序基准、定位基准、测量基准和装配基准。作为机械加工工艺设计和编制来主要是考虑工序基准。
而工序基准主要分为粗、精加工工序定位基准。工艺基准主要有四点: 基准重合、基准统一、互为基准和自为基准。
1. 常见现象
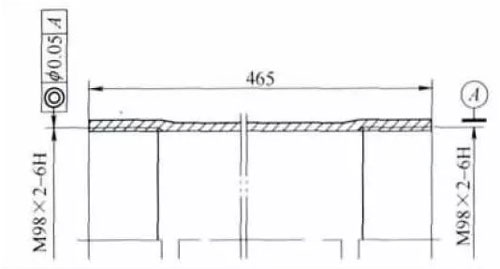
(1) 螺纹轴线作为设计基准在设计过程中有时会要求以螺纹的轴线作为被测要素或者是以螺纹作为基准的现象,如图1所示。
两头为M98X2 - 6H 螺纹,而且有同轴度0. 05mm的要求,基准为螺纹中径。从产品的设计要求及使用性能分析,此标注方式没有任何问题,在加工过程中也可通过各种手段进行保证; 但如何检验产品的同轴度要求却是一个难题。一般的加工工艺都是要求工艺保证,是从理论上进行定位误差分析,得出加工工艺可以保证此尺寸,但如何直观的检验出来,却是个难题,因为该同轴度和基准都是M98X2 - 6H 的螺纹中径。而以螺纹中径为基准测量同轴度,在目前国内来说还是难题。
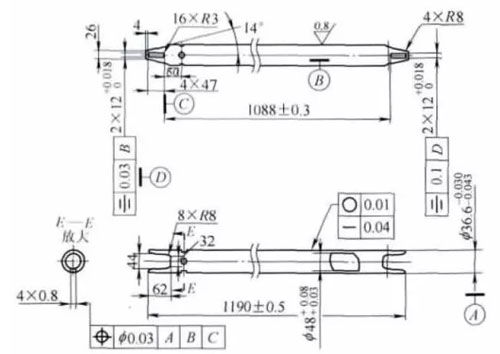
(2) 长轴类零件如图2所示零件,加工难点是在加工两头锥度及开口槽后,由于内应力释放,使两头圆有喇叭口现像,造成其圆度超差; 同时零件两端4mm × 47mm 槽的尺寸要求为12 + 0. 0180 mm、对称度1mm 的要求过高而无法保证。
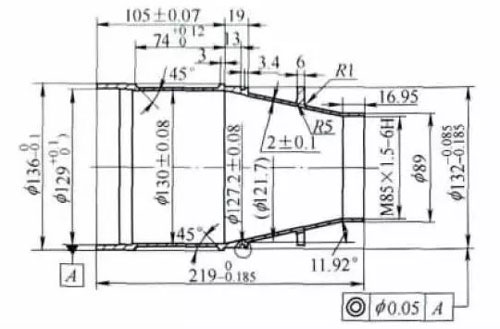
(3) 壳体类零件如图3所示,加工该工件外形比较困难,特别是难以保证其内外形同轴度0. 05mm 的要求。
2. 解决方案
上述三种不同类型的零件,其机加过程的关键之处在于工艺基准的选择。
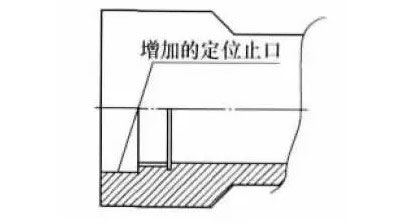
(1) 转移工艺基准法对图1 所示零件,要保证零件两端M98 × 2 - 6H 的同轴度,在工艺上可以采用互为基准的加工方法,但如何检验,却是个难题。针对这种情况,我们在螺纹的前端,增加一定位止口,将同轴度公差转移到此止口上。
工艺基准的选择在机械加工工艺的编制中是个关健重要的因素,工艺编制、工装设计的是否合理都与基准的选择要很大的关系。而且工艺编制是个长期工作经验的积累过程,仁者见仁,至者见至; 加工的方法有很多,关健是能否根据本单位的人员技能水平、设备配置情况编制出经济、合理的满足生产的工艺。本文从几个典型零件的工艺基准的选择,介绍了其机械加工工艺及工装的基准选择方法,对同类零件的加工有一定的参考价值。
昆山友硕,您身边的测量解决专家,蔡司三坐标授权经销商。www.yosoar555.com
蔡司桥式测量机正在热销中,咨询热线:0512-57566117
关键词:蔡司三坐标代理,江苏蔡司三坐标,蔡司三坐标测量中心,蔡司三坐标
本站地址:http://www.yosoar555.com/ alva转载请注明!

售后服务热线
400-150-0108